Дефектоскопия сварных соединений

Ультразвуковая дефектоскопия – процедура по диагностике качества сварных швовконструкции за счет измерения колебаний специально направленных волн. Позволяет регулярно проверять безопасность металлических конструкций, их пригодность к целевой эксплуатации. Методу УЗК присвоено звание самого действенного, поскольку его результаты более точные, чем при исследовании сварных швов другими популярными способами:
- радио-дефектоскопия;
- гамма-дефектоскопия;
- рентгенодефектоскопия.
УЗД улавливает мельчайшие дефекты, которые при несвоевременном выявлении, исправлении приводят к поломке конструкции.
Особенности процесса проведения дефектоскопических исследований
Ультразвуковой контроль сварных соединений осуществляется за счет проникновения в толщу металлической конструкции волны и ее отражения специфическим образом, по которому и определяется состояние изделий. Проводится по ГОСТ 14782-86.
УЗД – ценный востребованный метод, поскольку он не предполагает в результате исследования нарушение целостности, изменение изначальных качеств объекта. Метод позволяет в результате экспертизы получить следующие сведения о сварных соединениях:
- Показатели качества.
- Наличие дефектов.
- Локализация дефектов.
Чтобы процедура прошла успешно, важно учесть несколько аспектов:
- Выбрать аппараты с оптимальной чувствительностью.
- Провести настройку устройств.
- Выполнять работы под присмотром оператора с опытом в сфере.
Результат такого исследования – будет установлено соответствие сварных швов государственному стандарту и принято решение о допуске объекта к эксплуатации.
Ультразвуковая дефектоскопия сварных соединений позволяет обнаружить химические отклонения, определить их величины. Процедура помогает выявить не металлические элементы, воздушные пустоты, неоднородность химического состава конструкций.
Преимущества УЗК:
- точность, скорость, доступность;
- приспособленность к применению в полевых условиях;
- безопасность для людей;
- можно проводить локальный контроль соединений, не прекращая эксплуатацию конструкции;
- ·после исследования объект остается неповрежденным.
Как работает ультразвуковое оборудование для дефектоскопии
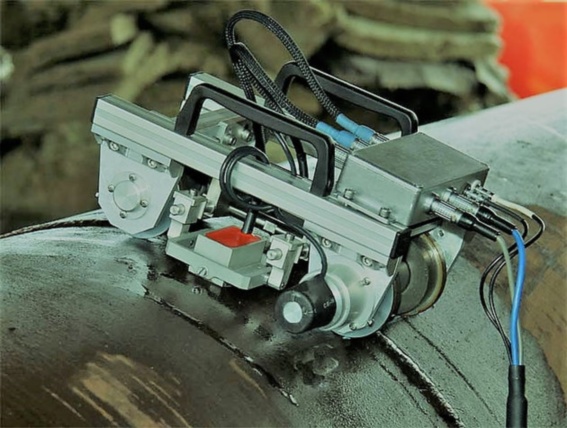
Высокочастотные колебания ультразвукового дефектоскопа имеют величину 20 000 Гц. Диагностическую волну создают искусственно, направляют в толщу проверяемого объекта. Проникая в металл, она отклоняется, если попадает на какой-либо дефект.
Задача оператора – следить за показаниями колебаний на экране, интерпретировать их. Время распространения волны в металле укажет на расстояние до дефекта. По показателям амплитуды отраженных импульсов определяют относительные размеры дефекта.
Проводить исследования можно и в лаборатории, и на любом объекте в полевых условиях.
Методы УЗК сварных соединений
Ультразвуковая дефектоскопия сварных швов в промышленных целях проводится пятью методами. В зависимости от их разновидности отличается способ регистрации, интерпретации показателей:
- Эходефектоскопия. Контроль качества сварных соединений проводится при регистрации и оценке сигналов, отражающихся от дефектов.
- Дельтадефектоскопия. Параметры и местонахождение нарушений соединений определяют по характеристикам ультразвуковой волны, направленной к дефекту и отраженной от него.
- Эхо-зеркальное исследование. Проводится с оценкой результатов исследований, выполненных с параллельным применением двух аппаратов.
- Зеркально-теневая дефектоскопия. Показатель, который берут во внимание при оценке дефекта – коэффициент затухания колебания, отраженного в металле.
- Теневое исследование. Чтобы получить информацию о дефекте в сварном соединении, наблюдают как уменьшается амплитуда отражаемых ультразвуковых волн.
УЗК позволяет проверить качество сварки узлов оборудования, котлов, которые будут применяться в агрессивной среде. Этим методом проверяют состояние швов в конструкциях из крупнозернистого металла. При подготовке изделий со сложной конструкцией также важно проводить ультразвуковую дефектоскопию. Метод ценен для проверки конструкций, применяемых в химической, нефтегазовой промышленности и машиностроении, позволяет проверить безопасность нефтепроводов.
Дефектоскопия: основные этапы исследования сварных швов
Проверка сварных соединений металлических конструкций – многошаговый процесс. Чтобы получить точную информацию о наличии, месторасположении, параметрах дефектов, нужно провести работы по следующей инструкции:
- Очистить сварочные швы от ржавчины, краски.
- Обработать шов и металл вокруг него глицерином, солидолом или машинным маслом.
- Настроить оборудование в соответствии с конкретной задачей УЗК.
- Двигаться искателем вдоль сварных соединений, поворачивать его на 15 градусов вокруг оси.
- Максимально разворачивать искатель, когда появится устойчивый сигнал.
- Выполнять поиск до того момента, когда будет уловлена максимальная амплитуда сигнала.
- ·Зафиксировать дефекты, записать координаты.
Если УЗК не даст достаточно четкую информацию о характере недостатков сварных швов, можно выполнить гамма-дефектоскопию или рентгенодефектоскопию.
Контроль качества сварных соединений методами УЗД позволяет определить характеристики ии местонахождение нескольких дефектов:
- поры;
- непровары швов;
- трещины около сварного соединения;
- несплошность шва;
- расслоение наплавленного металла;
- свищеподобные образования в сварке;
- коррозийное повреждение шва;
- локальное нарушение химического состава конструкции;
- искажение допустимой геометрии соединений на отдельных участках.
Ультразвуковую дефектоскопию можно применять для контроля качества конструкций со сварными трубами и стыками, тавровыми соединениями, кольцевыми, продольными и плоскими швами. Такая методика исследования металлоконструкций применяется в промышленных целях, при строительстве домов и реконструкции различных зданий.